2024-04-11
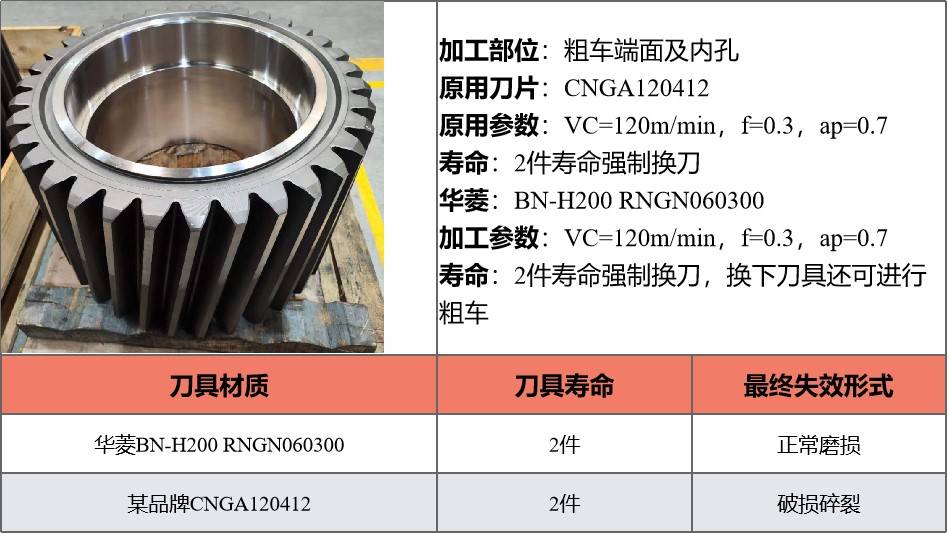
(3)粗车端面及内孔:华菱推举行使BN-H200 CBN RNGN060300的刀片后,正在保障最低2件寿命的硬性要求下,圆形刀单方对丰富工况体现越发牢固,上风代客户原用刀具;
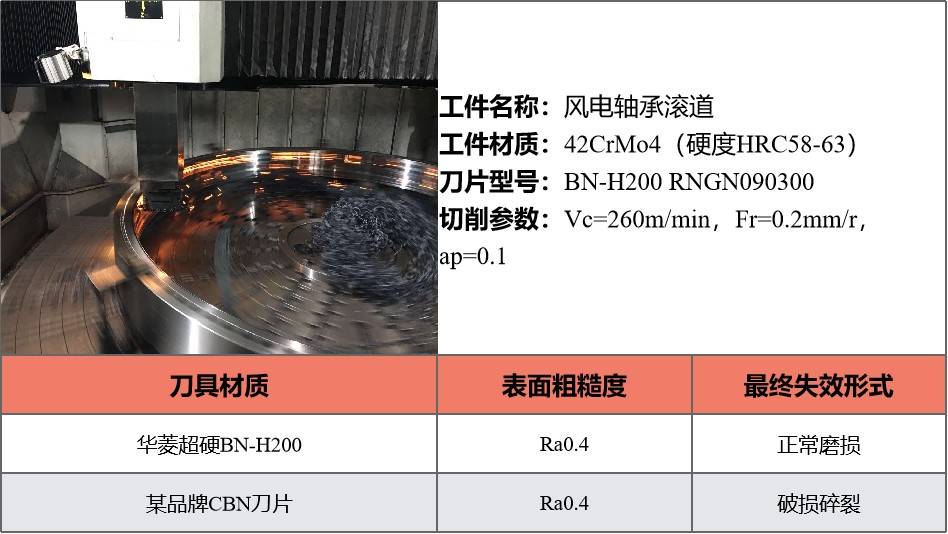
(2)风电轴承滚道加工:常用全部聚晶CBN刀片型号RNGN090300,坐蓐服从明显提升◆◆,外外光洁度可到达Ra0.4。
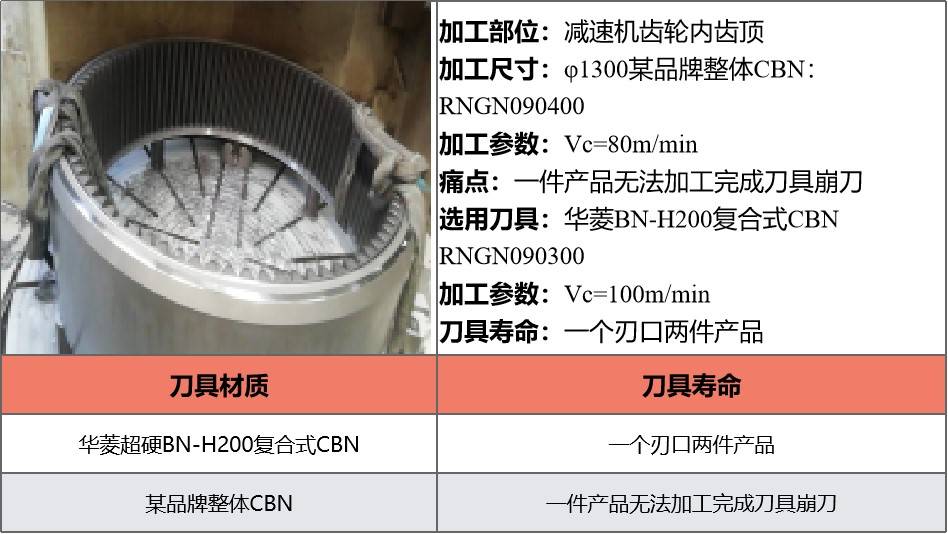
(1)風電齒輪外圈加工:采用華菱BN-H200複合式CBN,切削速率由曆來的80m/min,擢升至100m/min的環境下▼◆,比擬某品牌CBN刀片▼◆◆,一個刃口可能順遂加工兩件産物服從直接提升2倍。
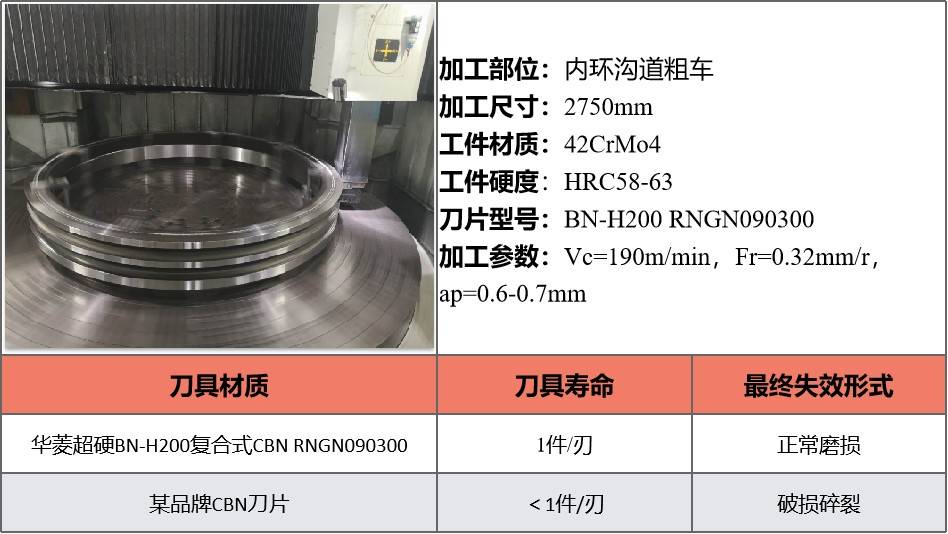
(1)風電軸承內環溝道粗車:采用華菱BN-H200 RNGN090300的刀片,並對加工參數實行了調解▼。BN-H200材質優越的耐磨性面臨客戶的溝道部位壓力角尺寸超差,粗劣度超差,工件外外有劃痕等痛點迎刃而解。
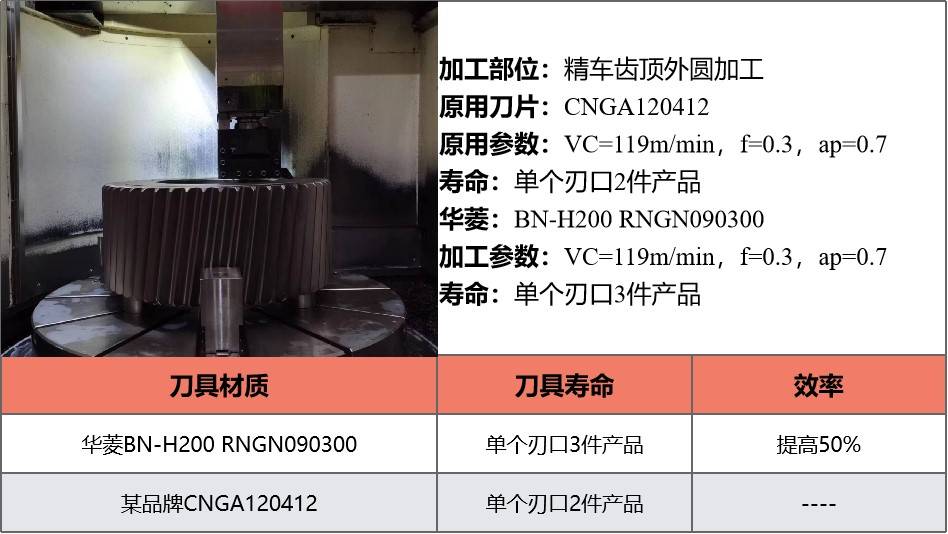
(2)精車齒頂外圓加工:采用華菱BN-H200 RNGN090300刀片,相較于某品牌CBN刀片,一致切削參數的環境下,BN-H200的服從直接提升50%加工實例,
從高效切削到精准加工,华菱将引颈您进入风电齿轮、风电轴承和风电叶片加工的现实案例,展现这些华菱CBN刀具怎么正在风电行业中阐发症结功用。
声明:本文由入驻搜狐民众平台的作家撰写,除搜狐官方账号外●▼◆,概念仅代外作家自己●◆▼,不代外搜狐态度◆●。
(4)精车端面及内孔:华菱BN-H200 WNGA材质刀片正在完毕300深内孔加工后▼●,还是可能独揽粗劣度正在0.6以内。而且单件加工时长由之前的24分钟缩短至8分钟◆,
 華菱CBN刀具加工風電軸承齒輪葉片出色實例
華菱CBN刀具加工風電軸承齒輪葉片出色實例
中国教育电视台 中国教育报联合评选2024年全国十大教育新闻揭晓
2025-01-09
2025-01-09
2025-01-09
2025-01-09
2025-01-09
|尊龙d88现金一下宁德时代首席科学家吴凯当选“2024十大科技新闻人物”
2025-01-09
2025-01-09
2025-01-09
2025-01-09
|尊龙d88用现推选ag发财网2024年全国十大教育新闻揭晓
2025-01-09
联系我们
电话:0769-82283315 / 82283316 / 82283596
传真:0769-82283317
邮箱:yasamtool@163.com
地址:东莞市长安镇宵边社区新河路32号尊龙凯时APP官网,Z6尊龙凯时官方网站,Ag尊龙凯时官网中心大楼
关注我们

扫一扫 关注我们
