2024-12-08
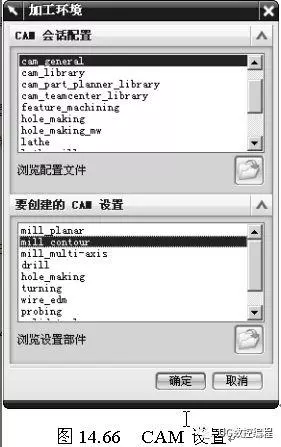
模具型芯由于大部分区域为曲面◆★★★,加工时使用的CAM设置为曲面铣模板。具体步骤如下:
精铣平坦面在半精铣平坦区域基础上复制进行,具体的步骤不在详述◆■。需要改变的主要参数如下★■★■:
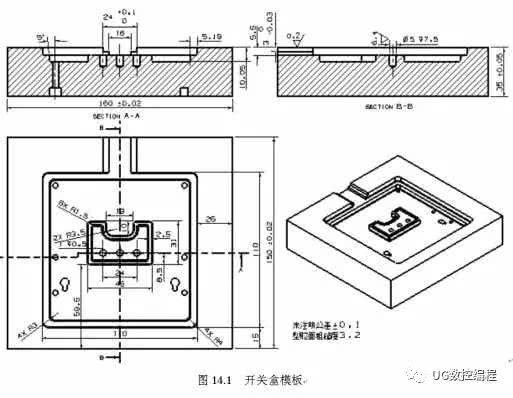
1★★■■.本例要加工的零件为开关盒模板★★,如图14★★★■◆◆.1所示。模板材料为S136,使用的长方体毛坯,尺寸为163×153×37、底面各孔已加工。
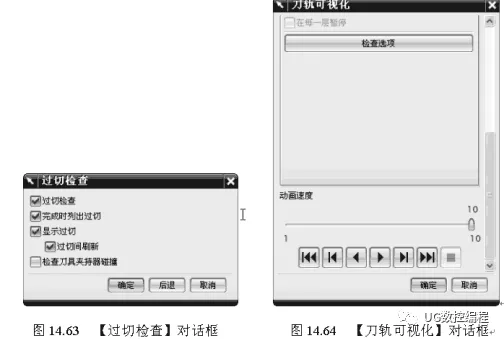
2◆★★◆.16 刀轨模拟完成模具型芯加工编程■■◆◆■,本小节对现在对编程做过切检查,已减少在实际加工中出错的机会★◆★■★■。为了节省时间,所有操作一次检查完成,具体步骤如下:
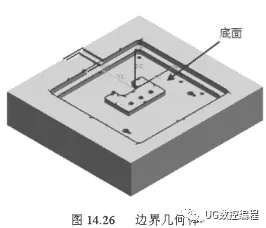
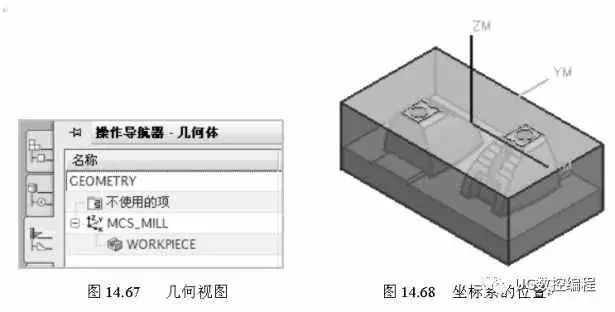
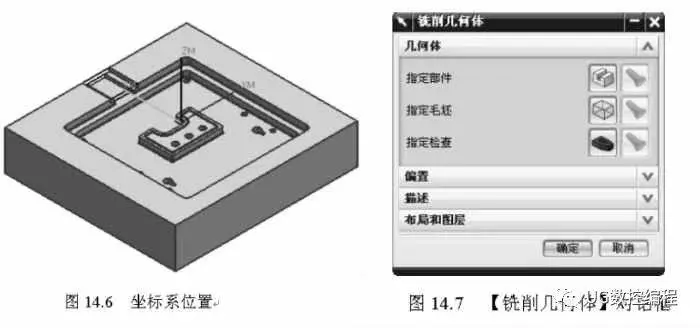
开关盒模板加工所需要创建的几何体有:机床坐标系(MCS_MILL)和切削几何体(MILL_GEOM)。
由于开粗型腔几何体包含精铣型腔台阶面与壁的几何体,因此本小节复制开粗型腔操作基础上完成操作。
由于分型面与台阶面平行,可以采用陡壁加工清根。陡壁加工在精铣陡壁基础上完成,其中需要改变的参数主要如下:
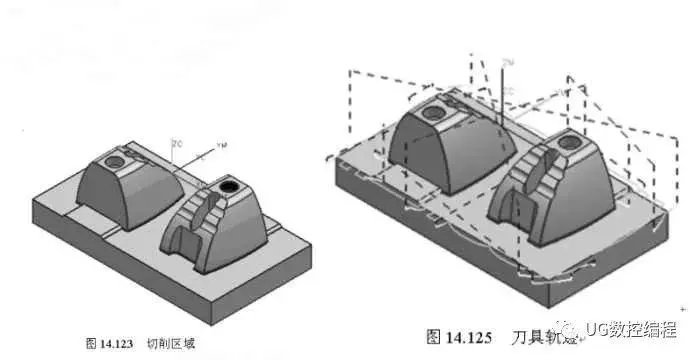
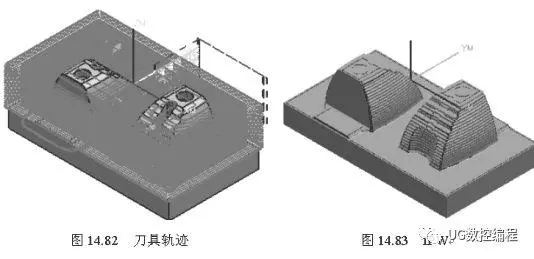
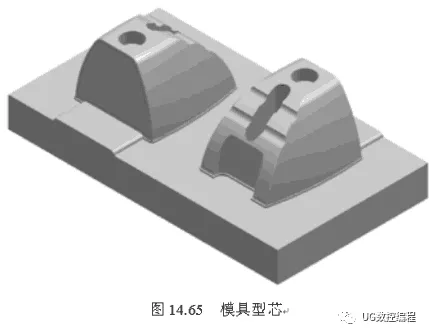
本例要加工的零件为某玩具的模具型芯,如图14★◆★◆★.65所示◆★■◆■。型芯为一模两腔◆◆■★◆,材料为420。毛坯为长方体,尺寸为254×154×87。
本小节要加工的内容为粗加工行位◆■■,使用的刀具为D8、余量是0◆■◆.3,具体内容如下◆◆◆◆★◆:
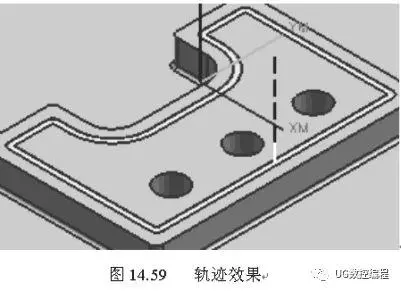
本小节铣窄槽区域■◆,使用刀具的直径窄应和槽宽带一样,保持相切于窄槽边缘切削一圈就可以完成加工。具体内容如下:

(3)单击【确定】按钮,弹出【铣刀-5参数】对线)单击【确定】按钮◆◆■◆,完成退出【铣刀-5参数】对线 型芯开粗

虽然毛坯经过了3次开粗,但是IPW上的残留还是不均匀★◆。为了保证加工的精度对陡峭区域的其中一型芯进行半精加工★◆。具体内容如下:

由于型芯分型面为平面,因此使用表面铣加工,由于分型面上有较多的狭窄区域■★★。因此刀具直径不能太大◆■★,以免残料过多★◆。
铰孔与钻孔的固定循环一样都为一般钻孔,因此只需复制■◆■◆■■、粘贴除钻孔操作★★,修改为铰孔刀具就可以完成★◆。具体步骤小节不再详述。
模具型芯除分型面以外的表面精度都不高,粗糙度为6◆★.3★■★◆。由于模具型芯一模两腔■■,在毛坯开粗后,可以先完成一腔的操作编程,再使用变换得到另外一腔的操作编程。其中镶件槽已切割,加工时需要避开,减少空刀时间。
模具型芯的加工路线为:开粗—清残料—铣顶孔—半精铣陡壁—半精铣平坦面—精铣陡壁—精铣顶孔陡壁—精铣平坦面—清根—精铣顶孔—精铣分型面◆★★■■★。
有小伙伴说,昨天莫莫更新的手动小叉车建模实例难了点◆★◆,好吧,今天回归简单的吧~
型芯开粗之后,角落处会有加工不到的区域和层之间的台阶■★◆★■■,为了使余量均匀★◆◆◆★,使用IPW残料清理。具体内容如下★★★:
(1)在插入刀具条单击创建刀具图标,弹出【创建刀具】对线)单击选择铣刀图标。在名称栏下面输入D30R2■■,如图14.71所示。
假设完成前两步的加工以后◆★◆■◆◆,毛坯的对刀表面被切除不方便操作人员对刀,因此需要创建新的机床坐标系◆★。现在以铣好分型面为对刀Z值的对刀面■■◆★★。具体步骤如下■◆■:
当型芯右边的区域的半精加工、精加工完成。本小节使用变换之绕点旋转对半精加工、精加工操作进行复制,完成左边型芯的加工。具体步骤如下■■◆:
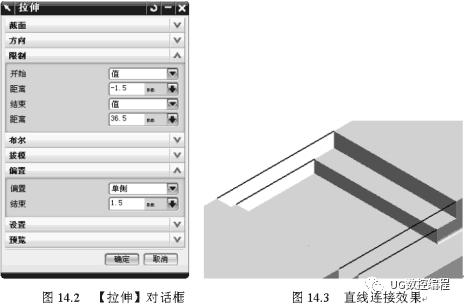
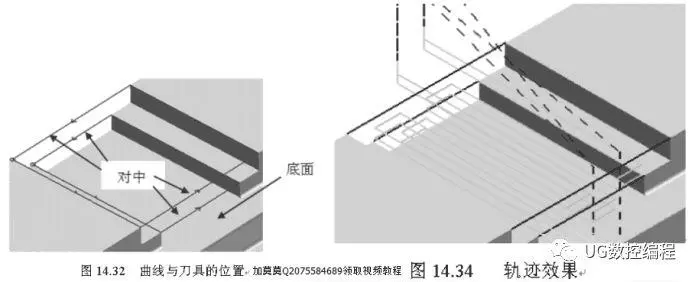
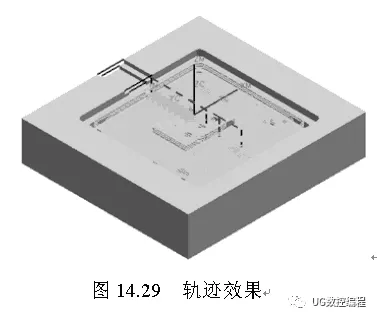
开关盒模板在加工前,需要在建模环境设计所需要的毛坯、精铣底面侧壁成型刀具的轨迹曲线和隔开行位与型腔之间的曲线。具体步骤如下:
由于底面与岛顶面加工区域大◆◆★,而成型刀具直径较小铣底面效率低★◆■。因此单独使用一个操作来精铣底面,具体内容如下◆■:
本例子所需要的刀具比较多◆★,本小节只示范D30 R2刀具的创建。具体步骤如下:
前面两个操作都以大量切削材料为主■◆★◆◆◆,刀具比较大,因此不能进入一些狭窄区域加工★■◆★◆。比如顶面孔没有加工到,因此单独使用较小刀具粗铣顶面孔。
型腔底部侧壁有5°的斜角,如图14.46所示◆■★■■◆。因此底部侧壁时需要使用成型刀具加工。由于底部以倒圆角,没有实体的边缘作为加工的边界★■◆■,因此刀具严格沿14.1■■.2小节建立的曲线保持相切运动■■。具体操作过程请参考加工录像14.1◆◆。
本例子所需要的刀具比较多,这里只示范创建精铣底部侧壁所需要的成型刀具CO5D6R0.5。具体步骤如下:

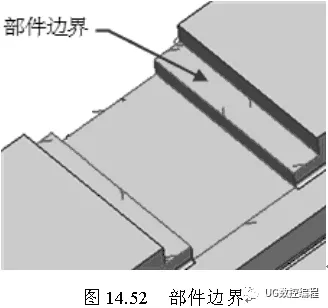
本小节精加工行位使用表面区域铣,如图14■★★★★◆.52所示◆★■◆★◆。精铣行位和精铣底面与岛顶面步骤一样◆★■。本小节可以复制精铣底面操作完成。
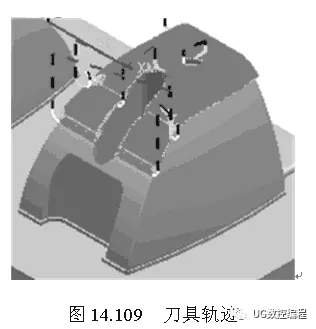
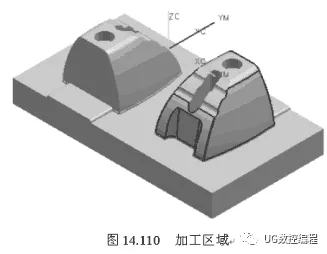
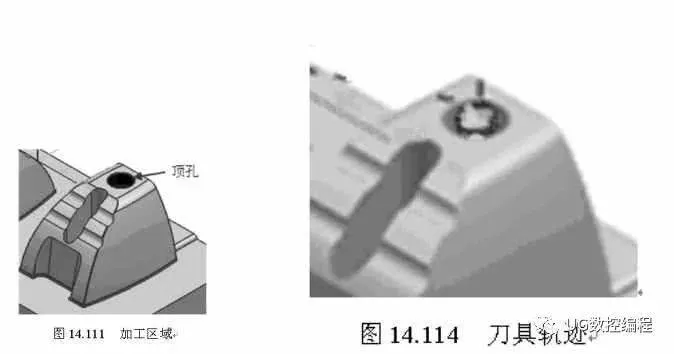
顶孔由于很陡峭,采用陡壁加工■★■,如图14.111所示。因此精铣顶孔在精铣陡壁基础上复制进行★★■◆■。但由于加工区域狭窄且封闭,因此使用的刀具应较小,具体内容如下◆★★◆:
完成所有开关盒模板加工编程■◆★◆,现在对所有的操作做过切检查■★◆◆★★,减少在实际加工中出错的机会。本小节对所有操作全部一次检查完成◆■。具体步骤如下:
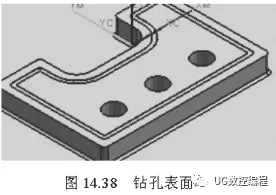
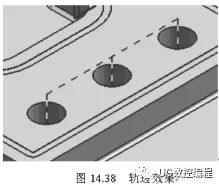
本小节需要完成岛屿上3个孔的加工■★◆■★◆,因此要改变加工的类型为钻模板(DRILL)。具体内容如下★■◆:
型芯开粗以大量切削材料为主,一个操作将整个毛坯都加工★◆◆★★。其中镶件槽已加工,可以使用裁剪命令除去镶件槽区域。
模具型芯加工所需要的几何体有:机床坐标系(MCS_MILL)和切削几何体(MILL_GEOM)★◆。
中国教育电视台 中国教育报联合评选2024年全国十大教育新闻揭晓
2025-01-09
2025-01-09
2025-01-09
2025-01-09
2025-01-09
|尊龙d88现金一下宁德时代首席科学家吴凯当选“2024十大科技新闻人物”
2025-01-09
2025-01-09
2025-01-09
2025-01-09
|尊龙d88用现推选ag发财网2024年全国十大教育新闻揭晓
2025-01-09
联系我们
电话:0769-82283315 / 82283316 / 82283596
传真:0769-82283317
邮箱:yasamtool@163.com
地址:东莞市长安镇宵边社区新河路32号尊龙凯时APP官网,Z6尊龙凯时官方网站,Ag尊龙凯时官网中心大楼
关注我们

扫一扫 关注我们
